
Моб: +86 -181 5039 2513 ( На WhastApp / Wechat )
Skype: hx@jhxmachine.com E-mail: hx@xhxmachine.com
Skype: hx@jhxmachine.com E-mail: hx@xhxmachine.com

Пункты
I. Особенности машины
Во-вторых, технические параметры
В-третьих, конфигурация оборудования и связанные с ним параметры
1. Разгрузочное устройство
2, нагрузка на разряд
3. Устройство коррекции
4, противоположная сторона
5, вверх и вниз цветы
6. Продольное уплотнительное устройство
7, горизонтальное уплотнительное устройство
8, растяжение пленки
9. Промежуточное напряжение
10, основное устройство передачи
11, автоматическое позиционирующее оборудование
12, устройство контроля температуры
13, нож для резки
14. Переплетный аппарат
15. Перфоратор
16, устройство двойной доставки
17. Автоматическое транспортное устройство
В-четвертых, вспомогательные объекты (пользователи решают свои собственные проблемы)
V. Дополнительное устройство (не включено в котировку)
6. Перечень ключевых ключевых частей
7. Список случайных аксессуаров
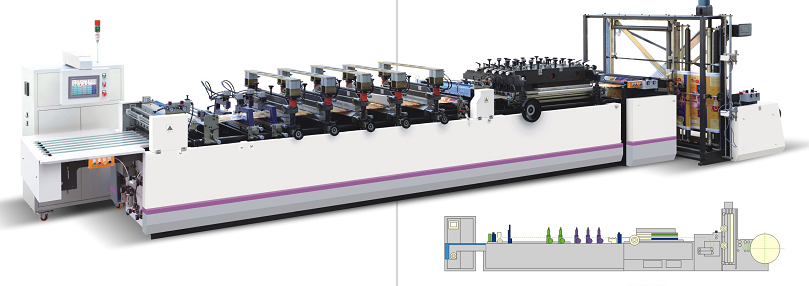
I. Особенности машины
Машина хорошо собрана и собрана с разумным внешним видом и разумной структурой. Вся машина работает плавно и имеет низкий уровень шума. Регулятор двойного сервопривода PLC управляется, так что материалы на выгрузке и приподнятой раме непрерывно тянутся вперед третьим тяговым двигателем с постоянной скоростью. Централизованное управление температурой компьютера снижает энергопотребление. Плавающий ролик промежуточного натяжения использует режим динамической компенсации, так что верхние и нижние колебания в процессе вытягивания чрезвычайно малы, а промежуточное управление натяжением стабильно.
Во-вторых, технические параметры
1. Количество сварных швов: 3
2. Обрабатываемая пленка: BOPP, COPP, PET, PVC, нейлон, многослойные пленки.
3. Максимальная производительность: 170 штук в минуту
4. Максимальная скорость подачи материала: ≤40 метров в минуту
5. Размер пакета: Длина 400 мм*1,2,3,4,5,6 раз; Мак. Ширина 600 мм
6. Диаметр рулона: до 600 мм
7. Ширина материала: до 1250 мм
8. Точность позиционирования: ± 0,5 мм
9. Количество зон температурного контроля: 14
10. Диапазон регулировки температур: от комнатной температуры до 300°C
11.Управление: PLC управление композитной пленкой высокоскоростная сумка, обеспечивающая систему управления машиной
12. Сенсорный экран: Тайвань, диагональ 10,4 дюйма
13. Мощность машины: Мощность всей машины: около 50 кВт (фактическая мощность обычно составляет 30 кВт, когда питание включено)Влево и вправо общая мощность составляет около 22 кВт при нагревании)
14. Требование к сети: 380 В ± 10%, 50 Гц
15. Размеры: 9000X2000X1950 мм
В-третьих, конфигурация оборудования и связанные с ним параметры
1. Разгрузочное устройство
а) Структурная форма: горизонтальная горизонтальная станция (магнитным порошковым тормозом, цилиндром, маятниковым валиком, сменой
Частота, двигатель, датчик тягового ролика и система управления)
б) Отводящий вал: вал подъема воздуха плюс пневматическое запирающее устройство
c) Устройство коррекции:
Структура: горизонтальная коррекция регулировки винта
Привод: твердотельное реле управляет низкоскоростным синхронным двигателем
Коробка передач: соединение муфты
Форма управления: централизованное управление компьютером с двумя фотоэлектрическими датчиками
Метод детектирования: определение светоотражающего фотоэлектрического датчика
Точность слежения: ≤0,5 мм
Диапазон регулировки: 0-100 мм
2, напряжение разгрузки
a) Механизм управления: система непрерывной постоянной концентрации, состоящая из компьютерного управления, магнитного порошкового тормоза, преобразователя частоты и двигателя переменного тока, датчика и поворотного энкодера, ролика цилиндра к маятнику
b) Отрегулируйте привод: PID-регулировка PWM-привода
c) Метод обнаружения: полное обнаружение датчика и поворотного датчика
3. Устройство коррекции
Конструкция: регулировка винта Вертикальный подъем K-рамы
Привод: твердотельное реле управляет низкоскоростным синхронным двигателем
Коробка передач: соединение муфты
Форма управления: централизованное управление компьютером с двумя фотоэлектрическими датчиками
Метод детектирования: определение светоотражающего фотоэлектрического датчика
Точность слежения: ≤0,5 мм
Диапазон регулировки: 0-100 мм
4, противоположная сторона
Конструкция: регулируемая структура регулировки наклона и наклона ролика вверх и вниз
Форма: ручная настройка (отрегулируйте маховик)
5, вверх и вниз по цветку
Конструкция: регулировка одиночного ролика вверх и вниз
Форма: ручная регулировка (регулировочная ручка)
6, вертикальное уплотнительное устройство
Структура: Комбинированная структура моста, 4 комплекта отопления и охлаждения
Длина горячего ножа: 800 мм
Длина холодного ножа: 400 мм
Передача: заимствование вертикального движения механизма эксцентрического звена хоста
7, горизонтальное уплотнительное устройство
Конструкция: прессование и прессование блочного типа
Количество: 3 комплекта горячего ножа, длина: 640 мм
Холодный нож 1 комплект, длина: 640 мм
Передача: заимствование вертикального движения механизма эксцентрического звена хоста
8, тяга пленки
Конструкция: Пневматический резиновый валик с трением типа трения
Привод: средняя инерционная цифровая сервосистема переменного тока
Сервомотор Panasonic 1Kw, 1.5Kw, 2000р / м)
Трансмиссия: синхронный привод ременной передачи M-типа, коэффициент скорости 1: 2,4
Форма управления: централизованное управление компьютером
Метод обнаружения: фотоэлектрический датчик в сочетании с интегрированным управлением бесконтактного переключателя
Тяговое усилие: 0,75 кВт инверторный двигатель переменного тока 0,55 кВт
9, промежуточное натяжение
Конструкция: Пневматическая конструкция с плавающим натяжным роликом
Форма управления: централизованное управление компьютером. Динамическая компенсация движения
Метод обнаружения: бесконтактный бесконтактный переключатель
Диапазон регулировки натяжения плавающего ролика: давление воздуха 0 ~ 0.6Mpa, диапазон компенсации промежуточного тягового двигателя 1 ~ 10 мм (настройка компьютера, автоматическая интерполяция)
10, основная трансмиссия
Конструкция: двухстворчатая четырехстворчатая соединительная конструкция
Драйвер: привод Panasonic 3.0K в Японии приводят в действие сервомотор Panasonic 3.0Kw
Трансмиссия: главный приводной двигатель с редуктором 1:13
Форма управления: централизованное управление компьютером
Режим движения: движение основного двигателя приводит к вертикальному перемещению рамы вверх и вниз
11, автоматическое позиционирующее устройство
Режим: (1), автоматический метод контроля фиксированной длины компьютера. Точность: ≤0,5 мм
(2), точность обнаружения отражающего фотоэлектрического датчика: ≤ 0,5 мм
Диапазон фотоэлектрического поиска: 0 ~ 10 мм (компьютер размера диапазона можно настроить для автоматического поиска)
Диапазон коррекции коррекции: ± 1 ~ ± 5 мм
Метод коррекции позиционирования: сигналы фотоэлектрического и сервомоторного двигателя подаются обратно на компьютер, и компьютер отправляет команды сервоприводу на серводвигатель.
12, устройство контроля температуры
Метод обнаружения: определение термопары типа E
Режим управления: компьютерное централизованное управление, твердотельный релейный привод ПИД-регулировка
Диапазон настройки температуры: 0 ~ 300 градусов
Точка измерения температуры: средняя секция электрического нагревательного блока
13, нож для резки
Конструкция: верхний резак + регулировочное устройство + фиксированная нижняя резка
Форма: вертикальный двойной патрубок
Передача: заимствование силы эксцентрикового вала
Регулировка: перемещение по горизонтали, потяните ручку, чтобы отрегулировать угол резания
14, краевая машина
Конструкция: горизонтальная поршневая приемная конструкция
Привод: Привод переменного тока
Управление: датчик
15. Пробивное устройство
Конструкция: пневматический пресс
Форма управления: централизованное управление компьютером
Привод: электромагнитный клапан электропривода (DC24V)
Пунш-сиденье: ручная горизонтальная тонкая регулировочная конструкция рельсовой опоры
Корректировка: ± 12 мм
Воздушный цилиндр: пневматическое управление
Форма: Lingkong 4 × 2 (1 комплект), круглое отверстие φ6 (1 комплект)
16, устройство двойной доставки
Конструкция: асинхронная изоляция пневматического блока
Форма управления: централизованное управление компьютером
Привод: электромагнитный клапан электронного переключателя (DC24V DC)
Режим действия: три группы горизонтального горячего синхронного или асинхронного действия
Количество времени доставки: от 2 до 6 раз (может быть установлено в компьютере)
17, автоматический конвейер
Структура: горизонтальная станция O-типа
Привод: твердотельный релейный привод, редукторный однофазный двигатель
Коробка передач: коническая передача
Расстояние транспортировки и количество доставки: свободно устанавливается в компьютер
Форма управления: централизованное управление компьютером
В-четвертых, вспомогательные объекты (пользователи решают свои проблемы)
Источник питания: трехфазный 380 В ± 10% 50 Гц, воздушный выключатель 80А
С нейтральной линией, провод заземления (R.S.T.E)
Емкость: ≥55Kw
Источник воздуха: 35 л / мин (0,6 МПа)
Холодная вода: 15 л / мин
V. Дополнительное устройство (не включено в цитату)
1, увеличить перфорирование
Больше, чем базовая конфигурация штамповки, которая будет объявлена
2, фасонный уплотнительный нож
Может настраиваться в соответствии с требованиями пользователя
Пакетосварочные Оборудования для производства трехшовных вакуумных пакетов, Пакетосварочные машины для производства трехшовных пакетов, Пакетосварочные станки для производства трехшовных пакетов, Линия для производства трехшовных вакуумных пакетов из Китая.
Copyright © xhxmachine.com. All rights reserved.
|